Ролики резьбонакатные: назначение, применение. Конструкция, способы накатки, основные технические характеристики. Особенности процесса накатывания резьбы. Популярные модели резьбонакатных станков.
- Накатка резьбы с помощью роликов – достоинства и недостатки методики
- Общая стратегия
- Накатка рифления
- Технология процесса накатки
- Выбор материалов
- Накатка для токарного станка: виды накатных роликов, державки
- Цели и назначение
- Формообразующая
- Упрочняющая
- Какие инструменты необходимы?
- Накатные ролики
- Зубчатые
- Универсальные
- Стандартные шарики
- Накатывание резьбы
- Как происходит сам процесс?
- Подготовительные работы
- Непосредственно накатка
- Заключительные доработки и проверка
- Техника безопасности
- Разновидности
Накатка резьбы с помощью роликов – достоинства и недостатки методики
Под накатыванием роликами понимают операцию пластического холодного деформирования поверхности обрабатываемой детали, при которой металл подвергается высокому давлению.
В результате этого между резьбовыми витками наблюдается явление заполнения впадины, что приводит к формированию требуемой резьбы. Причем подобное деформирование происходит без снятия стружки с заготовки.
Достоинствами данной методики признаются далее приведенные факты:
- верхняя часть детали характеризуется очень малым уровнем шероховатости;
- показатель усталостной прочности изделия находится на высоком уровне;
- производительность операции в несколько раз выше, нежели при использовании стандартной методики, когда резьба нарезается;
- высокая величина твердости и стойкости против эксплуатационного износа, а также прочностного показателя поверхности заготовки, обусловленная наклепом.
К недостаткам накатки роликами относят то, что, во-первых, по сравнению с процессом шлифования металла она менее точна, во-вторых, требуются достаточно дорогие приспособления для осуществления технологического процесса. Кроме того, при использовании роликов важно грамотно выбирать режим обработки и очень точно рассчитывать геометрические параметры рабочего инструмента и детали. Если эти условия не будут выполнены, возрастает вероятность образования ряда негативных явлений:
- отслаивание металла по резьбе;
- чешуйчатость заготовки;
- большой перенаклеп.
Все упомянутые недостатки и преимущества технологии обусловили то, что чаще всего выполнение резьбы роликами используется в крупносерийном и массовом производстве.
Общая стратегия
Для холодных и сухих погодных условиях, мы применяем Икс-риллер с умеренным давлением и делаем достаточно короткий проход по всей скользящей поверхности лыж. Если увеличить нажатие мы получили выступающие края от структуры, можно просто использовать циклю Кузьмин™ (1-2 лёгких прохода) , чтобы убрать выступающие края.
Для влажных снежных условий мы согреваем Икс-риллер до 140-150 ° С, и со значительным давлением и довольно коротким проходом применяем Икс-риллер по всей скользящей поверхности.

Все другие погодные и снежные условия требуют некоторые интерполяции двух вышеупомянутых стратегий.

Ещё ролик:

Полировка накатки:

Накатка рифления
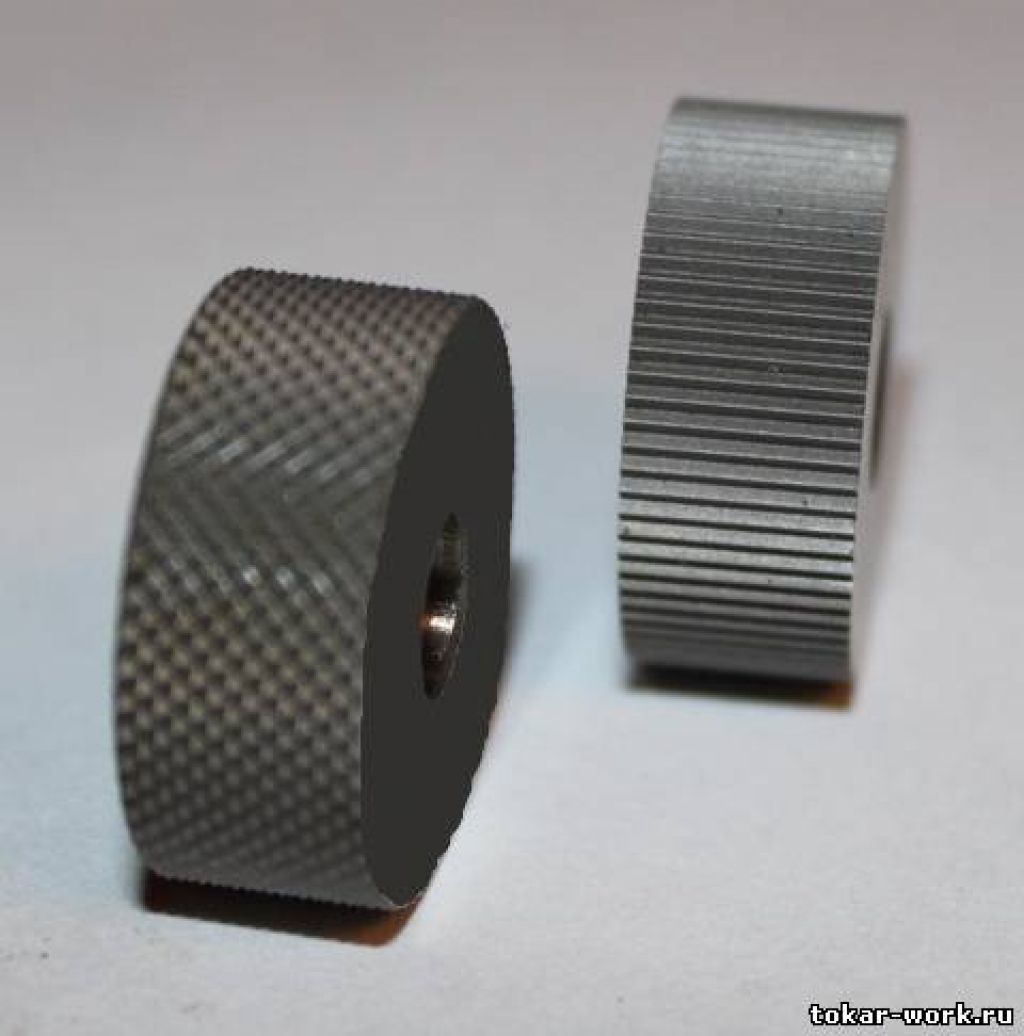
накатка рифленой детали: 1- державка, 2, 3 — ролики для накатки
Чтобы создать на поверхности детали рифленый рисунок используют специальные ролики из инструментальной стали. Для простого рифления достаточно одного ролика, для перекрестного — двух.
Державка крепится в резцедержатель токарного станка. Во время работы ролики необходимо прижать к крутящейся болванке, они вдавливаются в металл и создают сетчатый узор.
-

- Как пользоваться накаткой для лыж?

-
- Накатка SWIX T423S1 с 3 V-образными …

-
- Накатка

-
- Накатка рифления роликами — Страница 2 …

В процессе накатки нужно заранее проверить, будут ли совпадать зубцы роликов с уже сделанными канавками при дальнейшем вращении детали. До начала накатки поверхность роликов чистят металлической щеткой, в процессе обработки периодически смазывают техническим маслом. Скорости обработки деталей из различных материалов указаны в таблице.
| Скорость, м\мин | Материал заготовки | ||||
| Стали мягкие | Стали твердые | Бронза | Латунь | Алюминий | |
| 10 — 15 | 20 — 25 | 25 — 40 | 40 — 50 | 80 — 100 | |
| Подача инструмента продольная, мм\об | 1 — 1,5 | 1 — 1,5 | 1,5 — 2 | 2, 25 | 2 — 2,5 |
Таблица 1. Скорость детали и подача инструмента продольная при обработке различных материалов
Технология процесса накатки
Накатка резьбы роликами накатными выполняется на полуавтоматах и автоматах двух- или трехроликовых, которые предназначены для накатывания холодным способом разных типов резьбы. Скорость, с которой происходит накатка, зависит от прочности материала заготовки, вида резьбы и лежит в пределах 15÷90 м/мин. Чем выше предел прочности у материала, тем ниже скорость, с которой выполняют накатывание. При этом радиальная подача может изменяться от 0,03 до 0,3 мм. Сила накатывания тоже зависит от материала заготовки и обычно подбирается экспериментальным путем или по специальным номограммам.
В составе резьбонакатного станка имеется привод, формирующий необходимое усилие для деформирования заготовки, и устройство вращения. Накатка резьбовых насечек на заготовке происходит за счет принудительного вращения накатных роликов. Оборудование в процессе выполнения операции выполняет радиальное перемещение с помощью усилия от привода гидравлического типа. Заготовка может находиться между роликами накатного типа или в патроне захватывающего устройства. Вращение происходит под влиянием силы трения. Многие модели станков оснащаются дополнительными приспособлениями, что значительно расширяет их возможности и повышает производительность труда. Наличие механизма поворотного типа шпиндельного узла позволяет выполнять накатку не только с радиальной подачей, но и с осевой. Многие модели встраиваются в автоматические линии, для этого их оснащают устройствами автоматический загрузки и выгрузки заготовок.
Станки накатные выпускают российские и зарубежные производители, включая оборудование с программным управлением. Самыми популярными моделями являются:

- A9527, A9524, (03) Азовского комбината кузнечно-прессового оборудования;
- В28, В28-80, В28-630 белорусского производителя;
- PEE-WEE, PROFIROLL производителей из Германии.
На видео показан процесс накатки резьбы М10 роликами накатными.
Просим тех, кто имел дело с накаткой резьбы разной сложности и вида, поделиться опытом выполнения операции и рассказать о нюансах процесса нарезания в комментариях к тексту.
Выбор материалов
Наиболее распространенным материалом для нанесения виниловой пленки является ПВХ. Такой выбор обусловлен качественными характеристиками самого материала, идеально гладкой поверхностью, исключающей появление бугров и складок при наклеивании. Пленка хорошо склеивается с таким типом поверхности, отлично держится длительное время без отклеивания и деформации.
Для интерьерной рекламы рациональным вариантом выступает пенокартон. В мебельном производстве распространенным вариантом стало нанесение пленочных материалов на МДФ, панели ДСП и ДВП, что позволяет создать фасад любого оттенка.
Накатка пленки является чистовой, финишной операций, качество выполнения которой напрямую зависит от мастерства специалистов, выполняющих заказ. Доверять такое дело необходимо профессионалам, и в этом компания «А-Риал» готова оказать свое содействие.
Накатка для токарного станка: виды накатных роликов, державки
Накатывание представляет собой обработку металла методом пластической деформации.
При этом целостность материала не нарушается. В процессе работы не образуется стружка.
Цели и назначение
Накатывание — холодный способ обработки изделий. Под воздействием инструмента на поверхности получается различный узор — сеточка, рифление, риски, насечки. Особых требований к подготовке поверхности нет. Деталь обтачивают до нужного диаметра, после накатывают рифление.
Назначение накатки:
- Повышение эксплуатационных свойств.
- Удаление трещин и других дефектов.
- Повышение устойчивости к коррозии.
- Усовершенствование рабочих характеристик изделий.
Для некоторых деталей накатка необходима из-за их эксплуатационных особенностей. Рифление делают на головках винтов, рукоятках. Для удобства пользования накатывание делают ручке на станках и других механизмах.
Формообразующая
Применяется для формирования зубьев и резьбы на цилиндрических деталях, а также для нанесения шкалы при производстве измерительных приборов. На некоторых производствах данный способ называют зубонакаткой.
Упрочняющая
Применяется для повышения износостойкости и прочности изделия. При накатывании на поверхности детали образуется наклеп, благодаря которому повышаются эксплуатационные качества. Используется при изготовлении втулок, валов, шестеренок и других деталей.
Какие инструменты необходимы?
Приспособления изготовлены преимущественно из инструментальной стали. Инструмент состоит из держави, к которой крепятся ролики. В зависимости от размера зубцов на ролике получается мелкий, средний и крупный узор.
Накатные ролики
Применяются для получения рифленой поверхности на детали. Ролик крепится к державке, которая вставляется в резцедержатель. Ролики бывают односторонними и двусторонними. Для получения прямого узора используется один ролик. Если нужно сетчатое рифление, применяется двусторонний инструмент с противоположным направлением узора.
Важно!
Ширину и диаметр ролика выбирают исходя из размера детали.
Зубчатые
Используются для формирования зубьев на цилиндрических деталях. инструмент в большинстве случаев обеспечивает нужные параметры поверхности за один проход.
Универсальные
Применяются для формирования рифлений на ручках, винтах, а также образования рисок и насечек на цилиндрических изделиях.
Стандартные шарики

Изготовлены преимущественно из твердых сплавов, либо из закаленной стали. Шариковые накатки дополнительно оснащены пружиной, которая обеспечивает равномерный нажим на деталь. Отрегулировать силу давления шарика на поверхность можно при помощи специального винта. Применяются шарики для обработки не жестких деталей.
Накатывание резьбы
Производится путем выдавливания металла из заготовки. В качестве инструмента используются специальные накатные ролики. Их профиль и шаг соответствует будущей резьбе. Ролики закрепляют в пиноль задней бабки, либо держат за рукоятки вручную, как при работе с плашками.
Как происходит сам процесс?
Выполнять накатывание можно на любом токарном станке с мощным резцедержателем. Данный вид оборудования обеспечивает быстрый и максимально точный перенос нужного узора на деталь.
Подготовительные работы
Подготовка начинается непосредственно с установки накатки в резцедержатель. Сам процесс аналогичен креплению резца — державка полностью фиксируется болтами, вылет рабочей части минимальный. Перед началом работы ролики чистят специальной щеткой. Это необходимо для удаления металлической пыли.
Важно!
Устанавливать инструмент нужно строго по центру.
Под накатку не нужно оставлять припуск. Размер и форма детали после рифления не меняется.
Непосредственно накатка
Деталь крепится в трехкулачковый патрон. Ролик располагается параллельно обрабатываемой поверхности. Оптимальная частота вращения шпинделя — от 40 до 100 об/мин.
На ручной поперечной подаче инструмент подводится к заготовке, слегка ее касаясь. Далее, накатка вдавливается в поверхность детали на 0,5-0,8 мм (отмечать нужно на лимбе поперечной подачи). После выполняется продольная подача инструмента на скорости 1-2 мм/об. Подавать ролик можно автоматически или вручную.
Когда инструмент пройдет заданную длину, необходимо снова углубиться на 0,5-0,8 мм, и включить продольную подачу в обратном направлении. Предварительно нужно убедиться, что зубчики инструмента попадают в уже сделанные насечки.
Количество подходов зависит от обрабатываемого материала. В большинстве случаев необходимо прогнать ролик 4-7 раз. Иногда нужный узор получается с первого или второго раза.
Справка! После каждого прохода заготовку смазывают веретенным или машинным маслом, это обеспечивает лучшее качество поверхности.
Заключительные доработки и проверка
Проверить правильность и качество накатки можно только на глаз. Если рифление получилось равномерное, без дефектов — деталь можно снимать.
Техника безопасности
Во избежание травматизма необходимо прочно закреплять накатку в резцедержателе. При сильном надавливании инструмента не жесткие детали могут отжиматься. Для таких изделий лучше применять больше проходов. По краям изделия должны быть фаски достаточного размера, чтобы не оставались заусенцы.
Длинные детали фиксируются задним центром. Вылет пиноли должен быть минимальный.
Накатывание применяется для формирования рифленой поверхности на детали. Операция выполняется на токарном станке с минимальными затратами времени, поэтому данный метод целесообразно применять в серийном производстве. Шаг накатки выбирается в зависимости от материала, размера, и назначения изделий.
Разновидности
Станок для накатки резьбы можно разделить по производительности на две группы:
- Модели для мастерских. Выделяются малыми габаритами, массой. Имеют небольшой рабочий стол, маломощный двигатель.
- Промышленные автоматы. Машины, которые используются для серийного производства.
Зависимо от особенностей оборудования, выделяется три метода накатки:
- Для обработки коротких винтов производится радиальная подача роликов.
- Для более качественного наката применяется тангенциальная подача роликов.
- Чтобы обрабатывать винты большой длины, применяется технология осевого подступа болванки.
-
- Что такое «накатки» и для чего они нужны?

-
- Накатка
-
- Что такое «накатки» и для чего они нужны?

-
- Что такое «накатки» для лыж и для чего …

Радиальный метод подачи рабочих роликов универсален. Принцип работы резьбонакатных станков заключается в том, что с помощью специального инструмента, закрепляемого в суппорте, изменяется форма деталей.
Можно разделить машины по методу управления:
- Ручные — заготовка закрепляется на рабочем столе. Рабочий выставляет накатной ролик, контролирует рабочий процесс.
- Машины с системой ЧПУ. Представляют собой современное оборудование, которое требует дополнительных навыков для настройки. Оператор вводит алгоритм, по которому работают двигатели, передвигается рабочая часть.
Второй вариант оборудования более дорогой. Однако переплата идёт за уменьшение физической активности со стороны мастера, увеличения показателей точности, производительности.